









Resina Artigianale DLP Abbina & combina
Impossibile caricare la disponibilità di ritiro
10 maggio – 20 maggio






Alta precisione, dettagli nitidi
La resina Anycubic DLP Craftsman riproduce fedelmente strutture ultra-fini fino a 0,05 mm, catturando con chiarezza le intricate pieghe degli abiti, le complesse linee muscolari e le texture degli accessori. È ideale per statuette ricche di dettagli, design di gioielli elaborati o modelli per restauri dentali.
Texture opaca, estetica raffinata
La resina Anycubic Craftsman DLP contiene il 40% di polvere nanoceramica (testata in laboratorio) per massimizzare la diffusione interna della luce. Ciò elimina efficacemente le linee dei pixel, garantendo superfici opache di qualità museale e di notevole profondità tattile.



La stampa DLP merita una resina migliore
I vantaggi in termini di precisione offerti dalla tecnologia DLP meritano resine di qualità superiore. Quando si parla di stampa 3D, la maggior parte delle persone si concentra sulla risoluzione delle stampanti 3D. Tuttavia, i produttori esperti sanno che i materiali utilizzati sono importanti quanto la stampante per ottenere risultati finali di qualità.

Elevata fluidità, polimerizzazione più rapida
La resina Anycubic si distingue per la bassa viscosità e le eccellenti proprietà di scorrimento, riducendo significativamente i tempi di attesa per incrementare l'efficienza di stampa. La sua rapida dissipazione delle bolle consente di riprodurre le texture più intricate dei modelli con elevata fedeltà, garantendo al contempo superfici più lisce. L'aderenza potenziata al piano di stampa riduce ulteriormente i rischi di fallimento della stampa e di distacco del modello.
Facile da pulire
La resina Anycubic Craftsman DLP vanta una formula ottimizzata per una pulizia senza sforzo e un ridotto consumo di alcol, snellendo il processo di post-elaborazione.



Odore minimo ed ecologica
La resina Anycubic vanta una formulazione a basso odore appositamente sviluppata, che garantisce zero irritazioni per un'esperienza di stampa piacevole e confortevole.
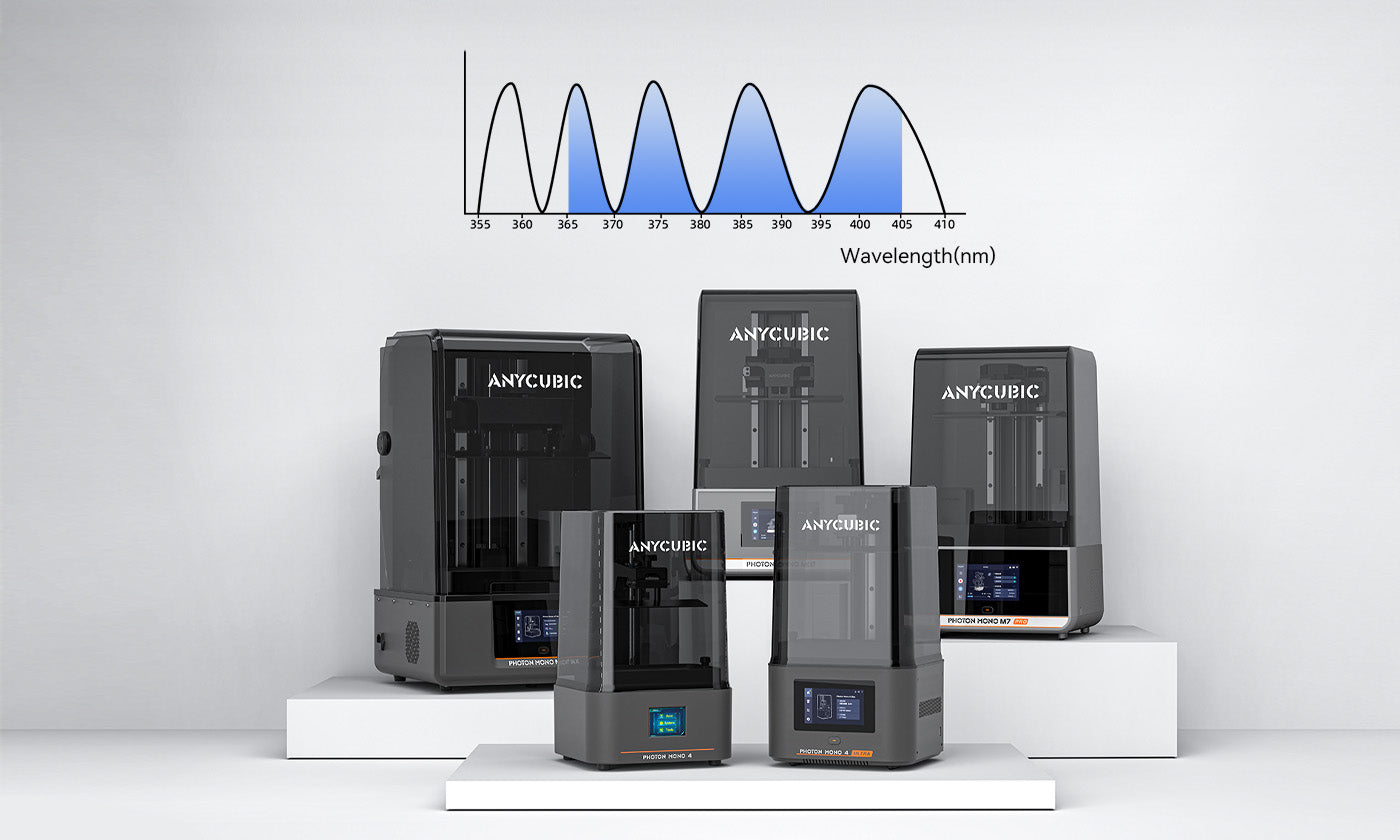
Ampia compatibilità
È compatibile con tutte le stampanti LCD/DLP che utilizzano la tecnologia di polimerizzazione a luce UV da 405 nm e offre prestazioni ottimali con le stampanti LCD Anycubic.






Scarica File
MSDS
REACH
RoHS
| Modello di stampante | Spessore strato | Tempo di esposizione | Tempo di spegnimento luce | Tempo di esposizione iniziale | Strati iniziali | Livello anti-aliasing | Distanza sollevamento Z | Velocità sollevamento Z | Velocità retrazione Z |
| Photon P1 | 0.05 mm | 2.1 s | 2 s | 35 s | 1 | 4 | 5 mm | 3 mm/s | 3 mm/s |
| Photon Mono M7 | 0.05 mm | 2.2 s | 0.5 s | 25 s | 4 | 1 | 8 mm | 6 mm/s | 6 mm/s |
| Photon Mono M7 Pro | 0.05 mm | 1.8 s | 0.5 s | 40 s | 3 | 1 | 8 mm | 6 mm/s | 6 mm/s |
| Photon Mono M7 Max | 0.05 mm | 2 s | 0.5 s | 30 s | 5 | 1 | 8 mm | 6 mm/s | 6 mm/s |
| Photon Mono M5 | 0.05 mm | 2.8 s | 0.5 s | 25 s | 5 | 1 | 8 mm | 5 mm/s | 6 mm/s |
| Photon Mono M5s | 0.05 mm | 2.8 s | 0.5 s | 25 s | 5 | 1 | 8 mm | 5 mm/s | 6 mm/s |
| Photon Mono M5s Pro | 0.05 mm | 3.6 s | 0.5 s | 30 s | 5 | 1 | 8 mm | 6 mm/s | 6 mm/s |
| Photon Mono 4 | 0.05 mm | 2.8 s | 1 s | 30 s | 5 | 1 | 6 mm | 4 mm/s | 6 mm/s |
| Photon Mono 4 Ultra | 0.05 mm | 2.6 s | 1 s | 30 s | 5 | 1 | 5 mm | 8 mm/s | 8 mm/s |
| Photon Mono 2 | 0.05 mm | 2.5 s | 1 s | 25 s | 5 | 1 | 6 mm | 4 mm/s | 6 mm/s |
| Photon Mono X2 | 0.05 mm | 2.5 s | 0.5 s | 20 s | 5 | 1 | 8 mm | 2 mm/s | 3 mm/s |
| Photon Mono X 6K | 0.05 mm | 2 s | 0.5 s | 40 s | 8 | 1 | 8 mm | 2 mm/s | 3 mm/s |
| Photon Mono X6Ks | 0.05 mm | 2.5 s | 1 s | 20 s | 5 | 1 | 8 mm | 2 mm/s | 3 mm/s |
| ANYCUBIC Photon M3 Max | 0.05 mm | 3 s | 2.5 s | 35 s | 6 | 1 | 8 mm | 3 mm/s | 4 mm/s |
| ANYCUBIC Photon M3 Premium | 0.05 mm | 2.5 s | 0.5 s | 25 s | 4 | 1 | 8 mm | 6 mm/s | 6 mm/s |
Tipo di Colore
Istruzioni per l’uso
(1) Prima dell'uso:
Agitare la resina liquida prima dell'uso; pulire il serbatoio della resina e la piattaforma di stampaggio per mantenere il fondo del serbatoio della resina trasparente.
(2) Durante l'uso:
Svitare il tappo e aggiungere la resina al serbatoio secondo le specifiche dell'apparecchiatura; selezionare i parametri e le impostazioni di stampa corretti.
(3) Dopo l'uso:
Dopo la stampa, utilizzare gli strumenti appropriati per la post-elaborazione, tra cui lama, pinze diagonali, pinzette, contenitori, guanti; etanolo (≥95%), soluzione detergente a base di lattato o alcool isopropilico;
(4) Fasi di post-elaborazione:
A. Rimuovere il modello stampato dalla piattaforma di stampaggio con una lama;
B. Immergere il modello nella soluzione detergente, risciacquarlo o lavarlo con ultrasuoni, quindi estrarlo e scolarlo; si consiglia di utilizzare le macchine ANYCUBlC Wash and Cure per garantire un effetto migliore.
C. Elaborazione adeguata, come la rimozione del supporto, la lucidatura, la colorazione, ecc.
Precauzioni
La condizione ideale per conservare la resina non polimerizzata è un luogo fresco e buio a temperatura ambiente, al riparo dalla luce per evitare temperature elevate o luce solare.
La temperatura di esercizio consigliata è compresa tra 18 e 35 °C; una temperatura troppo bassa può influire sul risultato di stampa, pertanto è possibile preriscaldare la resina prima dell'uso (non oltre i 60 °C).
Se il pigmento della resina si deposita, è possibile utilizzarla dopo averla mescolata o agitata.
Per garantire le prestazioni della resina, si prega di estrarre il modello in tempo dopo la pulizia per evitare che rimanga immerso nell'acqua per lungo tempo.
Per garantire le proprietà meccaniche del modello, si prega di eseguire la post-polimerizzazione in tempo dopo la pulizia e l'asciugatura.
Per garantire le prestazioni ideali del materiale polimerizzabile, è necessario controllare l'intensità e il tempo della fonte di luce dopo la polimerizzazione. Si raccomandano quindi i seguenti passaggi:
(1) L'intensità della lampada al mercurio o della sorgente luminosa a LED è di 5-10 mW/m², e la durata non deve superare 1 ora (autoregolazione);
(2) Il tempo di esposizione al sole (in estate) è di circa 1 ora;
(3) È vietata l'esposizione prolungata o ravvicinata a sorgenti luminose intense, come lampade al mercurio ad alta potenza e alta pressione.
(4) Si consiglia di stampare in una stanza buia o di coprire con un coperchio durante la stampa, poiché la resina è un materiale fotosensibile.
Ps: Le proprietà del materiale variano a seconda dell'attrezzatura di stampaggio, del metodo di post-polimerizzazione e dell'attrezzatura di prova. Per informazioni sulla sicurezza, fare riferimento alla scheda di sicurezza (MSDS) di questo prodotto. In caso di problemi durante l'uso, non esitate a contattarci.


